

Thermoplastische Sprühanwendungen werden für das Aufbringen von flachen Linien verwendet, die auch als unprofilierte oder Typ-1-Markierungen bekannt sind. Flache Linien werden hauptsächlich in gut beleuchteten Bereichen wie z. B. städtischen Straßen verwendet, wo die Linien keinen hohen Retroreflexionsgrad benötigen.
Extrusionsanwendungen werden sowohl für flache Linien (auch bekannt als unprofilierte oder Typ-1-Markierungen) als auch für profilierte Markierungen (auch bekannt als Strukturen oder Typ-2-Markierungen) verwendet.
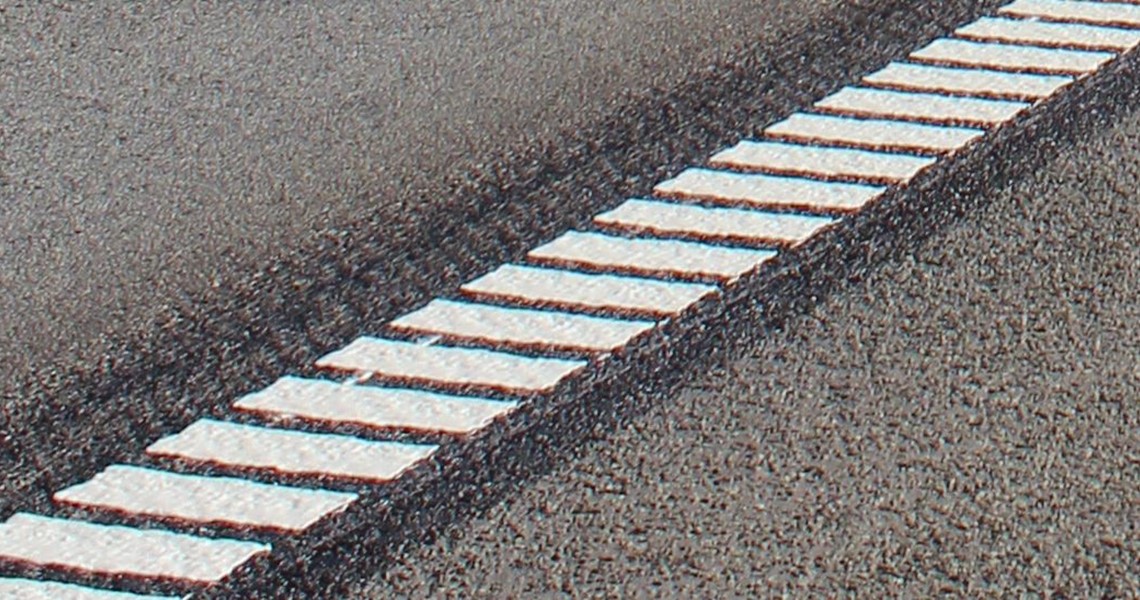
Profilierte Straßenmarkierungen sind die neueste Straßenmarkierungstechnologie, bei der ein Teil der Straßenmarkierung über die Straßenoberfläche gehoben wird. Diese Art von Markierung wird immer beliebter, da sie die Verkehrssicherheit erhöht, da sie bei Nässe und in der Nacht gut sichtbar ist, und weil sie akustisch warnt, wenn man auf der Linie fährt.
Je nach Ihren Anforderungen und den von Ihnen gewünschten Linientypen kann Borum Ihnen eine Vielzahl von Applikationsgeräten liefern.
Lesen Sie unten mehr.
THERMOPLASTISCHE SPRITZANWENDUNGEN
Thermoplastisches Spritzen mit Druckbehälter
Linienarten: Flache Linien (durchgehende und unterbrochene Linien)
Ausrüstung: BM SP 2500 Plastikspritzpistole
(Wahlweise schmale Düsengröße von 3 mm oder breite Düsengröße von 7 mm)
Die Produktmenge, die auf die Straße gebracht wird, wird durch den Druck des Tanks und den Druck der Sprühluft geregelt. Mit anderen Worten: Der Ausbringungsdruck wird auf demselben Niveau gehalten wie im Druckbehälter. Dies bietet Ihnen ein einfach zu bedienendes System.
Nach dem Start der Applikation wird die Dicke der Linie nur noch von der Geschwindigkeit der Maschine beeinflusst. Daher ist es notwendig, eine konstante Geschwindigkeit beizubehalten, um eine gleichmäßige und konstante Linienstärke zu erhalten. Dies ist nützlich für das Auftragen dickerer Linien in Kurven und Bereichen mit höherem Verschleiß.
Der Wartungsaufwand für den Drucktank ist im Vergleich zum thermoplastischen Spritzpumpensystem minimal. Da keine Pumpe vorhanden ist, hat das System außerdem weniger mechanische Teile, die mit der Zeit verschleißen können.
- Der Materialdruck wird durch den Kompressor erzeugt.
- Der Druckbehälter ist für 8,5 bar ausgelegt, normalerweise wird jedoch ein Druck von 1-5 bar verwendet.
- Der Zerstäubungsluftdruck wird mit dem Materialdruck eingestellt und ist abhängig vom Materialdruck und der Viskosität des Materials. Wir empfehlen, dass der Zerstäubungsluftdruck immer mindestens 1 bar höher ist als der Materialdruck.
- Pro Pistole ist eine Mindestluftleistung von 600 l/min. erforderlich.
- Mit einer Spritzpistole können Linienbreiten von 10 - 20 cm aufgetragen werden, je nach Linienstärke, Arbeitsbedingungen, Auftragsgeschwindigkeit und Schichtdicke.
- Alternativ bieten wir eine schmale Düse an, mit der 5-15 cm mit einer Pistole gespritzt werden können.
- Die Linienstärke liegt typischerweise zwischen 0,75 mm und 1,5 mm.
- Die Arbeitsgeschwindigkeit kann bis zu 15 km/h betragen, abhängig von den Bedingungen, z. B. Material, Linientyp und Erfahrung des Bedieners.
- Das Thermoplast-Spritzgerät ist auf einer verschiebbaren Halterung montiert. Dadurch können Arbeiten sowohl auf der linken als auch auf der rechten Seite durchgeführt werden. Dies macht es auch sehr einfach, die Ausrüstung in nur wenigen Minuten und mit minimalen mechanischen Eingriffen von einer Seite auf die andere zu schieben.
Thermoplastisches Sprühen mittels Pumpe
Linienarten: Flache Linien (durchgehende und unterbrochene Linien)
Ausrüstung: BM SP 3000 Spritzpistole für Plastik
(Wahlweise schmale Düsengröße von 3 mm oder breite Düsengröße von 7 mm)
Die Menge des Produkts, die auf die Straße gebracht wird, wird durch den Druck der Pumpe und den Druck der Sprühluft geregelt. Nach dem Start der Ausbringung ist es möglich, die Materialmenge in Abhängigkeit von der Maschinengeschwindigkeit einzustellen.
Die Verwendung eines Sprühpumpensystems bietet drei wesentliche Vorteile:
- Erhöhte Sicherheit, da keine Gefahr besteht, dass heißes Material aufgrund des Drucks im Tank zurückspritzt.
- Die Möglichkeit, den Druck während der Fahrt schnell anzupassen. Bis zu einem gewissen Grad kann dies automatisch über den Borum LineMaster Computer erfolgen, mit dem die Borum-Maschinen ausgestattet sind.
- Die Befüllung und Filtration von Thermoplastik ist einfacher, da der Deckel des drucklosen Tanks größer ist als der des druckbeaufschlagten.
- Bei Verwendung eines pumpenbasierten Systems steht der Behälter nicht unter Druck.
- Die Menge des aufgetragenen Materials wird durch den Druck der Pumpe und den Luftdruck beim Sprühen eingestellt. Das System kann auch so eingestellt werden, dass es sich über den LineMaster Computer automatisch an die Geschwindigkeit der Maschine anpasst.
- Das System ist für einen Druck von bis zu 8,5 bar ausgelegt, in der Praxis liegt er jedoch in der Regel bei 1-5 bar.
- Die Pumpenleistung beträgt bis zu 80 l/min.
- Pro Pistole ist eine Mindestluftleistung von 600 l/min. erforderlich.
- Mit einer Spritzpistole können Linienbreiten von 10 - 20 cm aufgetragen werden, je nach Linienstärke, Arbeitsbedingungen, Auftragsgeschwindigkeit und Schichtdicke. Alternativ bieten wir eine schmale Düse an, mit der 5-15 cm mit einer Pistole gespritzt werden können.
- Die Linienstärke liegt typischerweise zwischen 0,75 mm und 1,5 mm.
- Die Arbeitsgeschwindigkeit kann bis zu 15 km/h betragen, abhängig von den Bedingungen, z. B. Material, Linientyp und Erfahrung des Bedieners.
- Das Thermoplast-Spritzgerät ist auf einer verschiebbaren Halterung montiert. Dadurch können Arbeiten sowohl auf der linken als auch auf der rechten Seite durchgeführt werden. Dies macht es auch sehr einfach, die Ausrüstung in nur wenigen Minuten und mit minimalen mechanischen Eingriffen von einer Seite auf die andere zu schieben.
THERMOPLASTISCHE EXTRUSIONSANWENDUNGEN
Thermoplastische Extruderanlagen
Linienarten: Flache und profilierte Linien, profilierte Markierungen wie Langflex, Randflex und Schachbrettmarkierungen
Ausrüstung: Besteht aus einer isolierten Schneckenpumpe, die das erhitzte Material vom Materialtank zum Extruderkopf befördert
- Der Extruderkopf ist in 3 verschiedenen Größen erhältlich, die die maximale Gesamtbreite der Linie ergeben: 30 cm, 40 cm oder 50 cm
- Der Extruderkopf ist mit einer Reihe von Schiebern für die Herstellung von Linien nach Wunsch ausgestattet; Standardschieber von 5 cm Breite (z.B. 6 Schieber von 5 cm für den 30 cm Kopf)
- Schieber mit anderen Abmessungen als 5 cm werden auf Bestellung geliefert.
- Je nach Wahl des Kopfes ist der Extruder in der Lage, Breiten von 5 cm bis 50 cm zu verarbeiten.
- Mit dem Extruder können mehrere Linien gleichzeitig hergestellt werden (z.B. Doppellinien)
- Die Linienstärke liegt normalerweise zwischen 2-4 mm (Rippen/Profile können je nach Material bis zu 10 mm betragen)
- Die übliche Arbeitsgeschwindigkeit liegt zwischen 2 und 10 km/h, abhängig von den Bedingungen, z. B. dem Material, dem Linientyp und der Erfahrung des Bedieners.
- Eine wirksame Beheizung aller wichtigen Teile des Extruders sorgt dafür, dass das Material nicht versteift und sich im Gerät festsetzt.
- Kontinuierliche Zirkulation des Materials im Extruder sorgt für eine homogene Viskosität und verhindert das Absetzen von Sand/Glaskugeln
- Das eingebaute Druckregulierungssystem sorgt für eine gleichmäßige Linienbreite und -dicke, auch bei der gleichzeitigen Herstellung von unterbrochenen und durchgehenden Linien
Wir bieten auch den Borum Dot'n line Extruder an, der flache und profilierte Linien, Punktmarkierungen allein oder eine Kombination von Punkten auf einer Linie herstellen kann. See videos and read about it here.
Thermoplastische Dot'n line Ausrüstung
Linienarten: Flache und profilierte Linien, Punktmarkierung, Kombination von Punkten und Linien
Ausrüstung: Besteht aus einem Kopf mit 2 Blendensätzen zur Herstellung von Linien und Punkten in verschiedenen Kombinationen und einer Thermoplastikpumpe zur Versorgung des Kopfes (eine Schneckenpumpe, die das Material vom Tank zum Kopf befördert).
- Das Gerät verfügt über einen Satz Blenden für die Herstellung der Punkte und einen Satz Blenden mit demselben Design wie der Borum-Extruder für die Herstellung der Grundlinie.
- Der Extruderkopf ist in 3 verschiedenen Größen erhältlich, die die maximale Gesamtbreite der Linie ergeben: 30 cm, 40 cm oder 50 cm
- Der Extruderkopf ist mit einer Reihe von Schiebern für die Herstellung von Linien nach Wunsch ausgestattet; Standardschieber von 5 cm Breite (z. B. 6 Schieber von 5 cm für den 30-cm-Kopf)
- Schieber mit anderen Abmessungen als 5 cm werden auf Bestellung geliefert.
- Je nach Wahl des Kopfes ist der Extruder in der Lage, Breiten von 5 cm bis 50 cm zu verarbeiten.
- Die Anzahl der Punkte pro Meter Linie beträgt 15 - 35, kann aber während der Markierung mit dem LineMaster Computer variiert werden
- Der Durchmesser der Dots kann zwischen ø18 und ø45 m gewählt werden
- Mit diesem Gerät können mehrere Linien gleichzeitig markiert werden (z.B. Doppellinien)
- Die Linienstärke liegt in der Regel zwischen 3 - 5 mm
- Die übliche Arbeitsgeschwindigkeit beträgt 2 - 5 km/h, abhängig von den Bedingungen, z.B. Material, Linientyp und Erfahrung des Bedieners
- Eine wirksame Beheizung aller wichtigen Teile des Extruders sorgt dafür, dass das Material nicht versteift und sich im Gerät festsetzt.
- Kontinuierliche Zirkulation des Materials im Extruder sorgt für eine homogene Viskosität und verhindert das Absetzen von Sand/Glaskugeln
- Eingebautes Druckregulierungssystem sorgt für gleichmäßige Linienbreite und -dicke, auch bei gleichzeitiger Herstellung von unterbrochenen und vollen Linien
Thermoplastische Agglomerat-Ausrüstung
Linienarten: Agglomerat-Markierungen
Ausrüstung: Die Agglomeratausrüstung besteht aus einer Walze mit Metallblechflügeln, die unter dem Thermoplast-Extruder montiert ist.
- Die Agglomeratausrüstung funktioniert nur in Verbindung mit dem Borum Thermoplast-Extruder.
- Die Agglomeratausrüstung wird unter dem Extruder montiert.
- Die Walze wird hydraulisch angetrieben und die Drehzahl wird durch den LineMaster gesteuert.
- Es besteht die Möglichkeit, Linienbreiten zwischen 10-30 cm aufzubringen.
- Die Linienstärke beträgt bis zu 4 mm.
- Die übliche Arbeitsgeschwindigkeit bei der Herstellung von Agglomeratlinien beträgt 4-5 km/h, abhängig von den Bedingungen, z.B. Material, Linientyp und Erfahrung des Bedieners.
Thermoplastische Rippenlinien-Ausrüstung
Leinenarten: Rippenlinie (Rippen auf einer Linie)
- Ausgestattet mit einem Sensor zur Überwachung der Materialmenge in der Rippenlinienbox
- Automatische Befüllung, wenn die Materialkapazität in der Rippenschachtel unter 50% liegt
- Ein einziges Füllsystem, das für alle Größen von Rippenkästen geeignet ist
- Erhältlich in den folgenden Breiten: 10, 12, 15, 20 cm
- Die Gesamthöhe der Linie mit Rippe liegt normalerweise zwischen 8 und 12 mm
- Es wird empfohlen, die Linien so dünn wie möglich zu machen, wenn sie mit Rippen kombiniert werden (ca. 1,5 - 2 mm)
- Die übliche Verlegegeschwindigkeit bei der Rippenverlegung beträgt 1-3 km/h, bei der Estrichverlegung bis zu 5 km/h
Wenn Sie Rippen (Unebenheiten) oder andere extrudierte Markierungen anbringen müssen, sollten Sie sich den Borum Thermoplastik-Extruder ansehen.